
AZO’s precision batching systems are tailored specifically to meet different material, accuracy, and operational needs. AZO’s various weighing systems employ different techniques to meet both technical and budget requirements.
Bulk Ingredient Handling for the Mixes and Blends Industry: Overview
Whether it's dry mixes for homemade baked goods or powdered blends for seasoning a meal or flavoring water, the vast range of bulk ingredients used to create mixes and blends — such as sugar, bits, morsels, and inclusions, or milk powder — is just one of many challenges faced in the industry. Beyond managing the variety of unique ingredient characteristics, bulk handling systems must also provide dependable first-in/first-out flow to maximize product freshness, maintain batch control, preserve product purity, and mitigate dust. Whether a recipe calls for powders, grains, granules, micro ingredients, or add-ins, AZO’s engineering team will deliver the optimal bulk ingredient handling solution that combines safety, accuracy, and reliability.

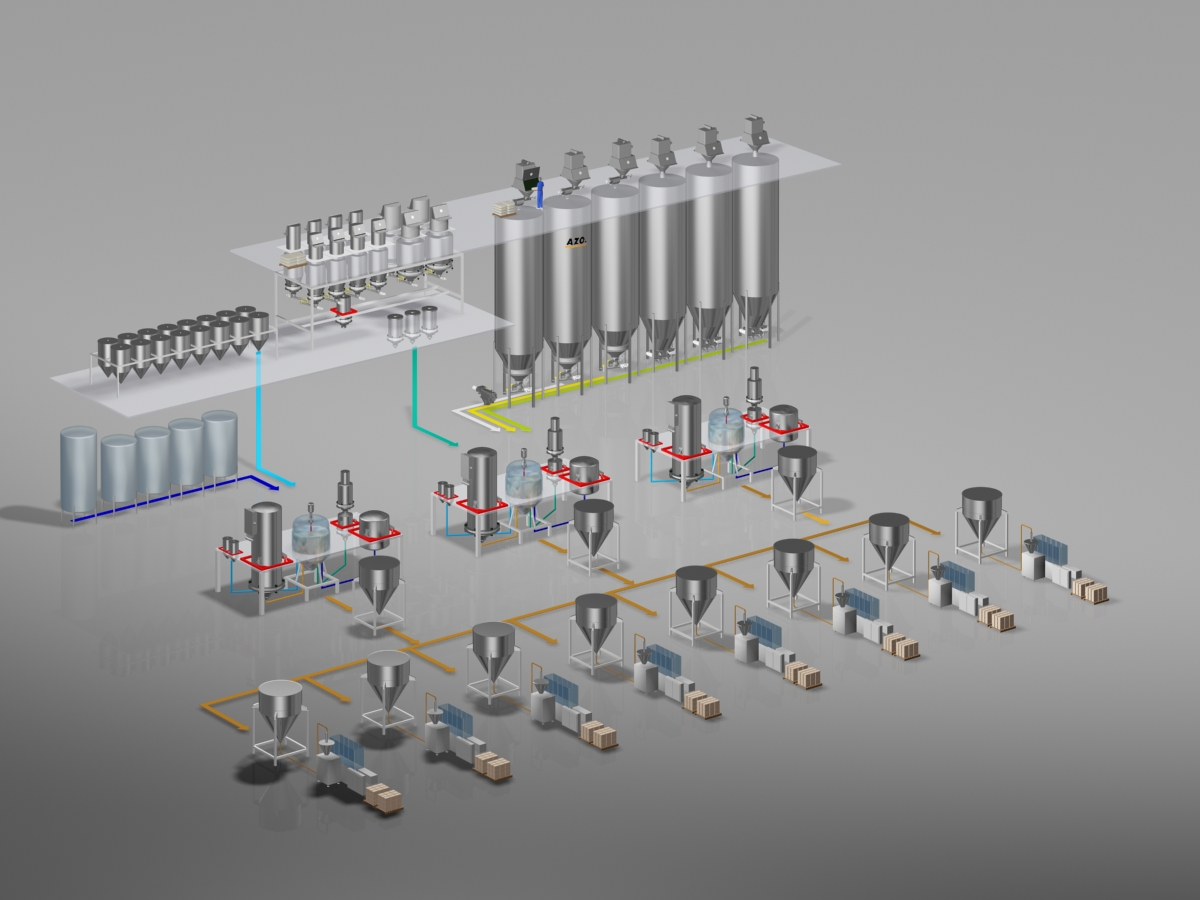
Typical Mixes & Blends Industry System
Liquid Ingredient Storage
For liquid and viscous materials, AZO offers tanks in various shapes and sizes, each equipped with features to ensure exacting storage and controlled processing.
Bulk Ingredient Scale Receiver
AZO’s precision batching systems are tailored specifically to meet different material, accuracy, and operational needs. AZO’s various weighing systems employ different techniques to meet both technical and budget requirements.
Minor Ingredient Scale Receiver
Linear Componenter
COMPONENTER® batching equipment from AZO offers a highly accurate, automated dosing and weighing system for minor and micro-ingredients.
Ingredient Feeding Station
Raw Ingredient Storage Silo
Robust and space-efficient, AZO’s silos provide vertical storage solutions for dry and free-flowing bulk ingredients.
Major Ingredient Scale Receiver
Batch Container
COMPONENTER® batching equipment from AZO offers a highly accurate, automated dosing and weighing system for minor and micro-ingredients.
Packaging Machine (Equipment by Customer)
Bulk Ingredient Handling for the Mixes and Blends Industry: Common Challenges
Mix and blend manufacturers must meet hygiene and consumer safety requirements.
Mix and blend manufacturers must meet hygiene and consumer safety requirements.
Food safety is a critical concern for mix and blend manufacturers, as contamination can not only affect end product quality, but also pose risks to consumers. Whether dosing or weighing, mix and blend manufacturers must comply with proper hygienic handling practices for all bulk ingredients through regular sanitation and wash-downs. They must also eliminate cross-contamination risks, verify cleanliness, and prevent ingredient cross-contact.
Variety of bulk mix and blend ingredient characteristics.
Variety of bulk mix and blend ingredient characteristics.
There is an enormous variety of ingredients used in mix and blend manufacturing. The form and characteristics of each ingredient must be considered during the design and engineering of the bulk handling system to ensure accurate dosing and continuous flow. Good engineering in design prevents unexpected surprises during start-up.
Preservation of blend integrity from mixing to packaging.
Preservation of blend integrity from mixing to packaging.
Mixes and blends that incorporate bits, morsels, or inclusions must be carefully conveyed from the mixer to packaging so as to prevent the add-ins from damage during transfer. Further, this process must ensure blend integrity is maintained, avoiding separation and stratification.
New ingredients and changing mix and blend recipes.
New ingredients and changing mix and blend recipes.
To keep pace with constantly evolving trends and consumer preferences, mix and blend recipes can often change, with new ingredients introduced and other ingredients eliminated. These new bulk ingredients can present new handling challenges in an existing system, requiring process or equipment adjustments.
Mix and blend manufacturers must contain dust.
Mix and blend manufacturers must contain dust.
A method for containing the high volumes of dust generated by many bulk ingredients used in mix and blend manufacturing should be included in every bulk material handling system design. Fugitive dust can lead to any number of problems, including attracting vermin, operator exposure, or in the worst case, combustion. Improper dust control creates an unsafe working environment for personnel and increases the risk of product contamination.
Bulk ingredient handling requires space for explosion protection.
Bulk ingredient handling requires space for explosion protection.
Bulk ingredient handling systems must include appropriate explosion protection and dust mitigation equipment. This is especially important when upgrading legacy systems, which may require some design creativity to ensure that necessary protection can fit into the available space.
Government regulation and accurate lot tracking.
Government regulation and accurate lot tracking.
Government requirements for safe food handling and manufacturing include mandates for accurate tracking of every bulk ingredient used in each batch of mixes or blends. Compliance failures such as inaccurate batching or documentation errors — mistakes that commonly occur in manual handling applications — significantly increase the risk of fines or quality issues.
Proper storage and isolation of bulk ingredients.
Proper storage and isolation of bulk ingredients.
Individually storing and isolating bulk ingredients from one another is a critical challenge. Many mixing and blending facilities must handle different ingredients with different characteristics and in significantly different amounts. The unique qualities of each ingredient and the amount required in each recipe must be considered when selecting bulk storage and handling equipment.
Operator safety and ergonomics.
Operator safety and ergonomics.
The safety and well-being of personnel is a concern that spans all industries, including mix and blend manufacturing. To help keep employees safe and reduce the risk of ergonomic injuries and accidents, it is important to utilize semi- or fully-automated bulk ingredient handling systems that are easy to operate, troubleshoot, and maintain.
AZO’s Bulk Ingredient Handling Solutions for the Mixes and Blends Industry: Outcomes & Benefits
AZO’s experienced design engineers understand the unique challenges facing manufacturers of mixes and blends. Every bulk ingredient handling system we create incorporates equipment and solutions that reliably and effectively address the challenges outlined above. As a single-source provider of automated ingredient system equipment, AZO designs and engineers bulk handling solutions that enhance both safety and productivity in your facility.
With an AZO bulk ingredient handling system, your mixes and blends manufacturing operation will:
With an AZO bulk ingredient handling system, your mixes and blends manufacturing operation will:
- Maintain proper hygiene and eliminate cross-contamination risks with easy-to-clean equipment.
- Easily accommodate a broad range of bulk ingredient characteristics.
- Receive ongoing support in adapting to changing recipes and new ingredients.
- Safely contain dust and significantly reduce explosion risk.
- Consistently and accurately comply with government track-and-trace requirements.
