AZO’s heavy-duty super sack unloader — or bulk bag unloader, as it’s also called — is designed to unload and discharge any and all materials from bulk bags.
Bulk Ingredient Handling for the Snack Industry: Overview
The vast range of bulk ingredients used to manufacture snacks — including flour, sugar, bits, morsels, & inclusions, and cheese powder — is just one of many challenges faced in the snack industry. Beyond managing the variety of unique snack ingredient characteristics, bulk handling systems must also provide dependable first-in/first-out flow to maximize product freshness, maintain batch control, preserve product purity, and mitigate dust. Whether a recipe calls for flowable powders, grains, granules, or add-ins, AZO’s design and engineering team will deliver the optimal bulk ingredient handling solution with safety, accuracy, and reliability baked in.

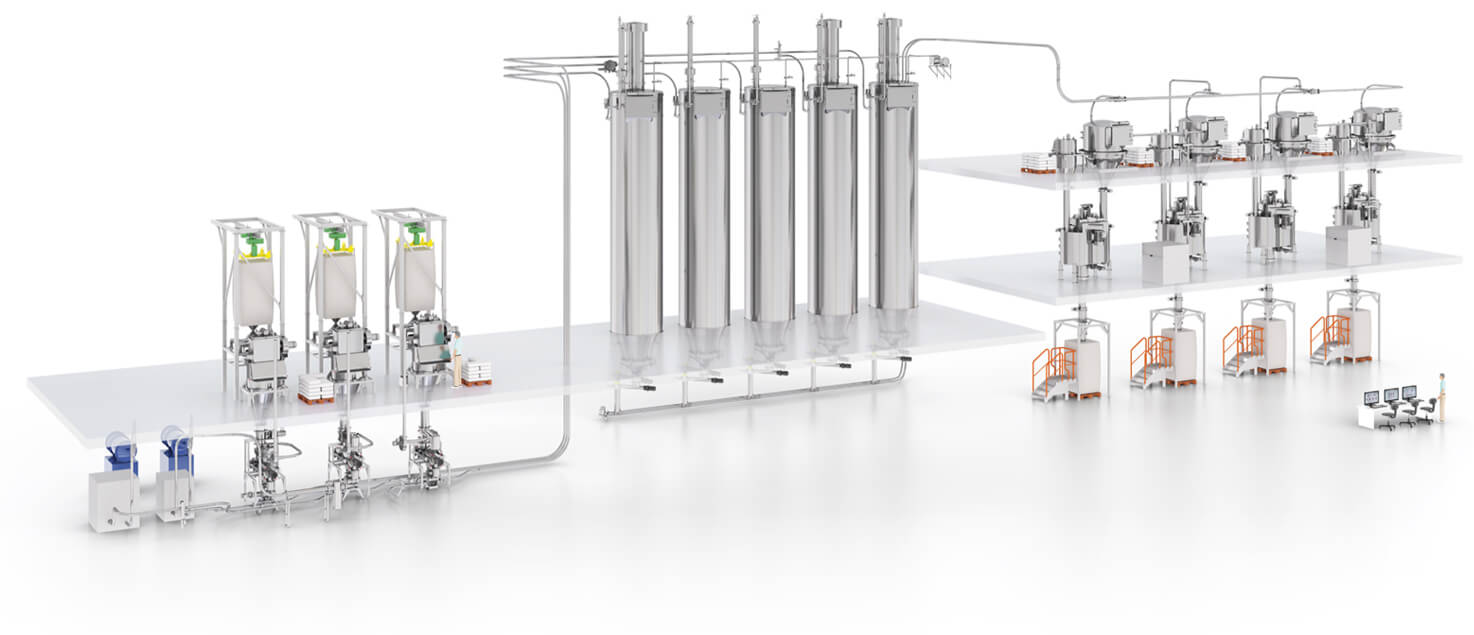
Typical Snack Industry System
Pressure Blower (Buyout by AZO)
Centrifugal Screener E-Series
AZO screeners ensure foreign materials never have the chance to enter your production process.
Ingredient Feeding Station
Ingredient Storage Silo
Robust and space-efficient, AZO’s silos provide vertical storage solutions for dry and free-flowing bulk ingredients.
Product Convey Line
Engineered for precision and efficiency, pneumatic conveying of bulk ingredients utilizes the force of air or specialty gas to move bulk materials through intricate pipelines from delivery to storage to production.
Minor Ingredient Feeding Station
DFS Dosing Feed Screw
The AZO DFS dosing screw allows for the continuous and discontinuous conveying and metering of bulk materials in conveying lines, scales, and more.
Bulk Bag Filling Station
Based on intelligent, modular components, our big bag filling systems are available in a variety of configurations to meet individual requirements.
Dry Ingredient Mixer (Buyout by AZO)
AZO® MIXOMAT combines four key processing stages — transporting, dosing, weighing, and mixing — in one compact, economical system. Bringing these stages together in a single system achieves an exemplary degree of efficiency in production.
Bulk Scale Receiver
AZO’s precision batching systems are tailored specifically to meet different material, accuracy, and operational needs.
Controls Automation
Efficiently streamline bulk ingredient handling with advanced control automation.
Bulk Ingredient Handling for the Snack Industry: Common Challenges
Snack manufacturers must meet hygiene and consumer safety requirements.
Snack manufacturers must meet hygiene and consumer safety requirements.
Food safety is a critical concern for snack manufacturers, as contamination can not only affect end product quality, but also pose risks to consumers. Whether dosing or weighing, snack manufacturers must comply with proper hygienic handling practices for all bulk ingredients through regular sanitation and wash-downs. They must also eliminate cross-contamination risks, verify cleanliness, and prevent ingredient cross-contact.
Variety of bulk snack ingredient characteristics.
Variety of bulk snack ingredient characteristics.
There is an enormous variety of ingredients used in snack manufacturing. The form and characteristics of each ingredient must be considered during the design and engineering of the bulk handling system to ensure accurate dosing and continuous flow. Good engineering in design prevents unexpected surprises during start-up.
New ingredients and changing snack recipes.
New ingredients and changing snack recipes.
To keep pace with constantly evolving trends and consumer preferences, snack recipes can often change, with new ingredients introduced and other ingredients eliminated. These new bulk snack ingredients can present new handling challenges in an existing system, requiring process or equipment adjustments.
Snack manufacturers must contain dust.
Snack manufacturers must contain dust.
A method for containing the high volumes of dust generated by many ingredients used in snack manufacturing should be included in every bulk material handling system design. Fugitive dust can lead to any number of problems, including attracting vermin, operator exposure, or in the worst case, combustion. Improper dust control creates an unsafe working environment for personnel and increases the risk of possible product contamination.
Proper storage and isolation of bulk ingredients.
Proper storage and isolation of bulk ingredients.
Individually storing and isolating bulk ingredients from one another is a critical challenge. Many snack manufacturing facilities must handle different ingredients with different characteristics and in significantly different amounts. The unique qualities of each ingredient and the amount required in each recipe must be considered when selecting bulk storage and handling equipment.
Operator safety and ergonomics.
Operator safety and ergonomics.
The safety and well-being of personnel is a concern that spans all industries, including snack manufacturing. To help keep employees safe and reduce the risk of ergonomic injuries and accidents, it is important to utilize semi- or fully-automated bulk ingredient handling systems that are easy to operate, troubleshoot, and maintain.
AZO’s Bulk Ingredient Handling Solutions for the Snack Industry: Outcomes & Benefits
AZO’s experienced design engineers understand the unique challenges facing snack manufacturers. Every bulk snack ingredient handling system we create incorporates equipment and solutions that reliably and effectively address the challenges outlined above. As a single-source provider of automated ingredient system equipment, AZO designs and engineers bulk material handling solutions that enhance both safety and productivity in your facility.
With an AZO bulk ingredient handling system, your snack manufacturing operation will:
- Maintain proper hygiene and eliminate cross-contamination risks with easy-to-clean equipment.
- Easily accommodate a broad range of bulk snack ingredient characteristics.
- Receive ongoing support in adapting to changing recipes and new ingredients.
- Keep employees safe by reducing ergonomic injuries and accidents.
- Consistently and accurately comply with government track-and-trace requirements.