
Robust and space-efficient, AZO’s silos provide vertical storage solutions for dry and free-flowing bulk ingredients.
Bulk Ingredient Handling for the Chemical Industry: Overview
To ensure accurate, evenly-dispersed chemical blends, AZO’s bulk ingredient handling systems precisely measure and dispense compounds and ingredients — such as resins, TiO2, fumed silica, or diatomaceous earth — into blending machinery at exactly the right time. Further, our equipment ensures the safe handling of toxic and dangerous materials throughout your process. Rely on AZO’s engineering-centric experience in chemical manufacturing to design and support the bulk ingredient handling system your operation needs.

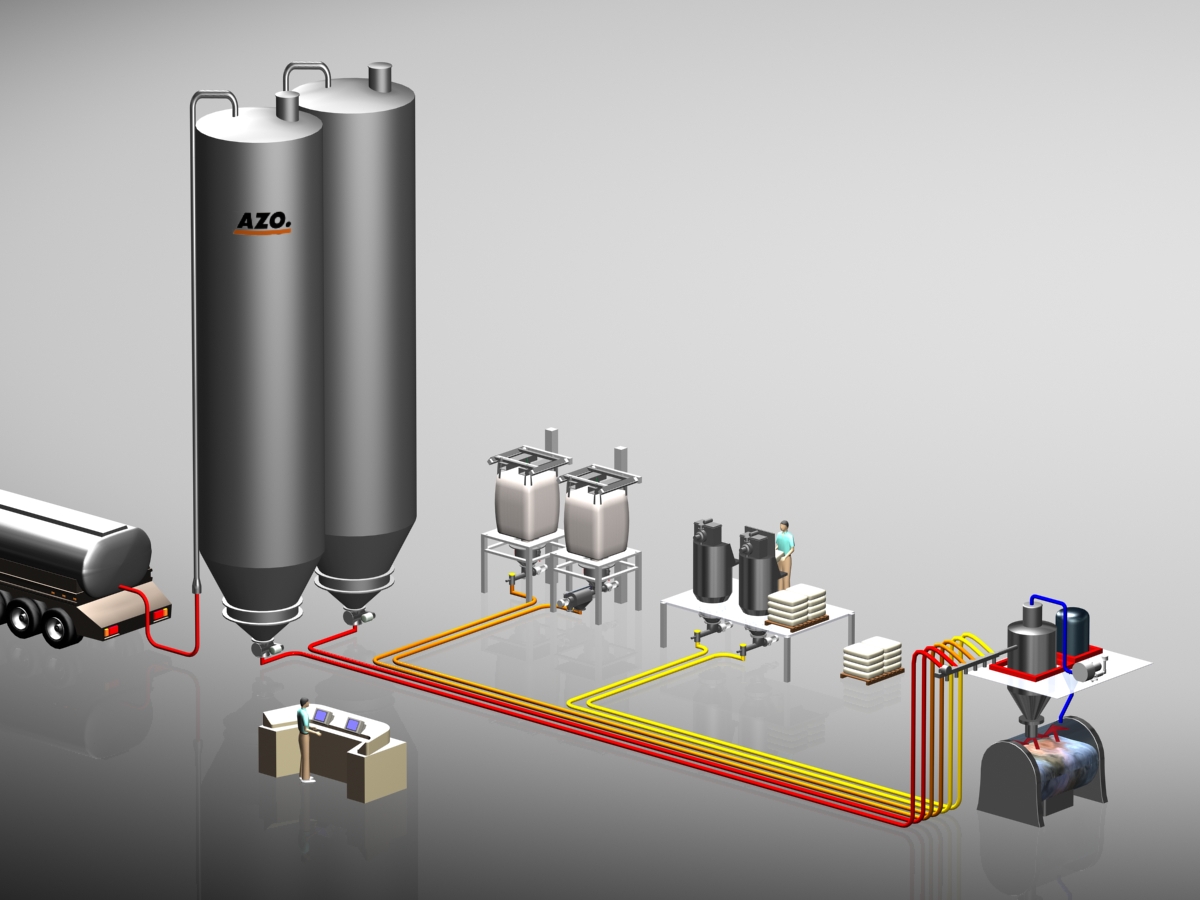
Typical Chemical Industry System
Rotary Valve (Buyout by AZO)
VB Vibration Bottom Discharging Device
AZO’s vibration bottom, or VB for short, allows for the reliable discharge of powdery, crystalline, high-fat, and granular bulk materials from hoppers.
Controls Automation
AZO’s Bulk Ingredient Control Automation plays a vital role in enhancing the efficiency and quality of production processes in various industries.
Bulk Bag Unloading Station
AZO’s heavy-duty super sack unloader — or bulk bag unloader, as it’s also called — is designed to unload and discharge any and all materials from bulk bags.
Centrifugal Screener DA-Series
AZO screeners ensure foreign materials never have the chance to enter your production process.
Ingredient Feeding Station
DFS Dosing Feed Screw
The AZO DFS dosing screw allows for the continuous and discontinuous conveying and metering of bulk materials in conveying lines, scales, and more.
Product Convey Lines
AZO designs and engineers many different types of pneumatic conveying systems for bulk ingredient handling, each uniquely designed for specific projects.
Multiport Valve
Rotary Valve (Buyout by AZO)
Dry Powder Mixer (Equipment by Customer)
Bulk Ingredient Handling for the Chemical Industry: Common Challenges
Chemical manufacturers must properly handle hazardous materials.
Chemical manufacturers must properly handle hazardous materials.
Compounds and chemicals used in manufacturing must be safely stored, dispensed, and conveyed within an operation. Equipment must be capable of completely containing all hazardous materials to safeguard the health and well-being of employees and to minimize insurance risks.
Chemical manufacturers must contain dust.
Chemical manufacturers must contain dust.
A method to contain the high volumes of dust generated by many bulk ingredients used in chemical manufacturing should be included in every bulk material handling system design. Fugitive dust can lead to any number of problems, including operator exposure, or in the worst case, combustion. Improper dust control creates an unsafe working environment for personnel and possible product contamination.
Proper storage and isolation of bulk ingredients.
Proper storage and isolation of bulk ingredients.
Individually storing and isolating bulk ingredients from one another is a critical challenge. Many manufacturing facilities must handle different chemicals with different characteristics and in significantly different volumes. The unique qualities of each chemical and the amount required in each product must be considered when selecting bulk storage and handling equipment.
AZO’s Bulk Ingredient Handling Solutions for the Chemical Industry: Outcomes & Benefits
AZO’s experienced design engineers understand the unique challenges facing chemical manufacturers. Every bulk ingredient handling system we create incorporates equipment and solutions that reliably and effectively address the challenges outlined above. As a single-source provider of automated ingredient system equipment, AZO designs and engineers bulk material handling solutions that enhance both safety and productivity in your facility.
With an AZO bulk ingredient handling system, your chemical manufacturing operation will:
With an AZO bulk ingredient handling system, your chemical manufacturing operation will:
- Ensure product consistency and quality via highly accurate automatic weighing and dosing of bulk, minor, and micro ingredients.
- Easily accommodate a broad range of chemicals and compounds.
- Keep employees safe by reducing ergonomic injuries and accidents.
- Safely contain dust and hazardous chemicals to significantly reduce explosion risk.
